|
从以下设置文件之一加载保存的符号:焊接 1到焊接 5。 |
|
将当前符号另存为焊接 1、焊接 2、焊接 3、焊接 4或焊接 5。 |
|
将所有设置重置为缺省值无。 |
|
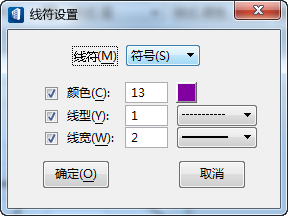
激活线符设置对话框。
您可以使用此对话框更改所列符号组件的颜色、线型和线宽。
|
| 标准 |
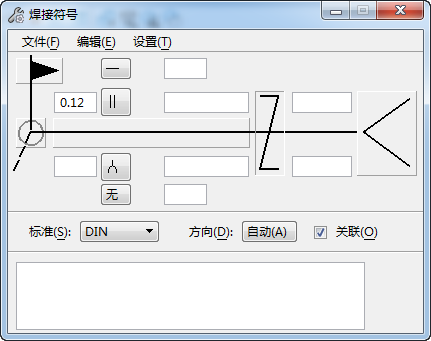
从下拉列表中选择所需标准:
提示: 可用焊接和符号布局将根据加载的每个标准变化。
|
| 方向 |
选择从引线移动符号时采用的方向。值包括:
- 自动 — 符号将起始或终止于引线,具体取决于引线的方向。
- 右 — 符号将位于引线的右侧,无论引线的方向为何。
- 左 — 符号将位于引线的左侧,无论引线的方向为何。
|
| 关联 |
启用此复选框可创建元素的关联。 |
| 对话框符号 |
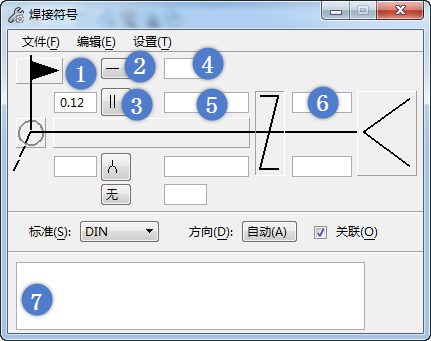
该对话框在参考线的任一侧提供了两组符号和尺寸标注数据字段。基本符号通过提供尺寸标注数据激活或从列表获取。
- 焊缝大小 — 字段编号 (1)
- 表面形状符号 — 字段编号 (2)
- 焊缝符号 — 字段编号 (3)
- 表面处理、坡口角度和根部间隙 — 字段编号 (4)
- 长度、间距和焊缝数 — 字段编号 (5)
- 坡口大小、有效焊喉 — 字段编号 (6)
- 尾部 – 规格、工艺参考 — 字段编号 (7)
|
| 焊接符号 |
焊接符号的架构基本上包括了主要的图形元素。
- 参考线 — 构成焊接符号的基本部分的缺省水平参考线。它相当于一个锚,其他所有焊接符号均与其连接。
- 侧边 — 一个或多个标准要求使用的虚线,用于定义位于箭头指向的另一侧上的焊缝。单击参考线正下方或上方时,将分别在箭头侧或另一侧添加焊缝侧边。
- 现场焊接 — 显示指向尾部的现场焊接标志,激活此项后,指示将在现场或最初的构造地点进行焊接。要在焊接线符中排除该字段,再次单击即可停用。
- 整周焊缝符号 — 在现场焊接标志处放置一个圆,指示可实现以下效果的连续焊缝:
- 完全围绕接头延伸。
- 完全围绕接头延伸,该接头包含由组合焊缝符号指示的多种类型的焊缝。
- 完全围绕接头延伸,在该接头中,焊点处的相贯金属位于多个平面中。
- 交错断续焊缝 — 针对 ISO 和 DIN 标准显示。
- 尾部 — 激活此项后,将在位于扩展对话框底部的字段中键入焊接符号中与焊缝有关的补充信息。
- 规格、工艺或其他参考(字段编号 7)— 该焊接工艺标识用于存储焊接工艺的参考、焊条、详图,或帮助创建在符号上没有其专门位置的任何焊缝信息。例如,明确的工艺参考,如 CP 指示完整的接头准备,E7018 指示首选的焊条类型。
注释: 除了参考线之外,其余的图形元素会向焊接符号添加补充指示符。
|
| 焊缝符号选项 |
该对话框提供位于参考线任一侧的两组符号选项;一组用于选择焊缝,另一组用于选择表面形状符号(缺省情况下,它们全部设置为无)。单击选项菜单即可选择适用于焊缝符号的图形。
- 表面形状符号选项(字段编号 2)— 使用菜单选项列表即可从列表中选择表面形状符号之一。
- 基本焊缝符号选项(字段编号 3)— 使用菜单选项列表即可从列表中选择表面形状符号之一。
|
| 焊缝尺寸标注和其他数据 |
其余字段(每侧四个)将接受要在焊接符号中添加的字母数字数据。
- 焊缝大小(字段编号 1)— 指定焊缝大小。对于角焊缝,符号左侧的数字指示设计喉管厚度和/或焊脚长度要求。
焊缝大小可使用标准名称指定,比如对于 ISO 标准,为 a7 z 10、a7 b 10 等。
其中:
- a = 设计喉管厚度
- z = 焊脚长度
- s = 熔透喉管厚度
这些字母后的数字用于确定焊缝尺寸标注。
- 表面处理/坡口角度/根部间隙(字段编号 2)— 设置当前定义的焊缝适用的表面处理、坡口角度和根部间隙值。
- 表面处理 — 设置表面形状的表面处理方法,尤其是对于角焊缝。
使用典型的表面处理符号:
C – 清根
G – 磨光
H – 锤击
M – 机加
表面处理的程度以数值形式键入。
- 坡口角度 — 设置塞焊的坡口角度或沉孔角度。
例如:
60° – 解析为坡口角度。
- 根部间隙 — 设置塞焊和槽焊的根部间隙或填充深度。
例如:
¼ – 该值用于根部间隙范围。
- 长度、间距和焊缝数(字段编号 5)— 该间断字段用于设置长度、间距或焊缝数。
例如:
为长度和间距键入值 3" – 6" 表示堆焊为 3" 并且每个焊接针脚的中心间距为 6"。[L – P]
如果指定的尺寸标注没有用引号括起的间距,则焊缝数将在长度旁以括号括起。[L (N)]
- 坡口大小、有效焊喉(字段编号 6)— 此字段提供应用于坡口焊缝的尺寸标注,针对右侧符号内部解析。
例如:
½ (¾) — 将坡口深度和有效焊喉以括号括起。
|
 用于在抽取的绘图或模型中放置焊接符号。访问位置:
用于在抽取的绘图或模型中放置焊接符号。访问位置: